 |














| Quantité: | |
|---|---|
PA66 GF30
XINYITE
30 % nylon PA66 renforcé de fibres de verre est fabriqué en résine PA66 et rempli de 30 % de fibre de verre. Il est de haute résistance, haute ténacité, résistance à l'usure et résistance à la corrosion. En outre, le matériau est dimensionnellement stable avec une température de déflexion thermique élevée, une bonne isolation électrique, une bonne douceur de surface, un moulage facile et d'autres avantages.
Haute résistance: L'ajout de fibre de verre augmente la résistance et la rigidité du matériau, le rendant ainsi adapté aux applications où les performances mécaniques sont critiques.
Résistance à la chaleur: La présence de fibre de verre améliore la capacité du matériau à résister à des températures plus élevées par rapport au PA66 non chargé.
Stabilité dimensionnelle: Le renforcement en fibre de verre contribue également à une meilleure stabilité dimensionnelle, réduisant ainsi le risque de gauchissement ou de déformation dans diverses conditions.
Résistance chimique: Le PA66 est généralement résistant à de nombreux produits chimiques, et l'ajout de fibre de verre ne compromet pas significativement cette propriété.
Applications: Le PA66 GF30 est couramment utilisé dans les composants automobiles, les pièces électriques et électroniques, les machines industrielles et d'autres applications où une combinaison de résistance, de résistance à la chaleur et de stabilité dimensionnelle est requise.
Suggestions de moulage par injection pour le PA66 renforcé GF
1. Température de traitement :
Température du baril : généralement, le baril la température doit être réglée entre 270 °C et 300 °C (518 °F et 572 °F) pour garantir une fusion et un écoulement corrects du matériau.
Température du moule: Une température du moule comprise entre 80°C et 100°C (176°F et 212°F) est recommandée pour obtenir une bonne finition de surface et une bonne stabilité dimensionnelle.
2. Vitesse d'injection :
Une vitesse d’injection modérée à élevée est recommandée pour assurer un bon remplissage du moule et éviter la casse des fibres. Cependant, une vitesse d’injection trop élevée peut provoquer un échauffement excessif par cisaillement.
3. Pression d'injection :
Des pressions d'injection plus élevées peuvent être nécessaires en raison de la viscosité accrue du PA66 renforcé par GF. Les pressions d'injection typiques vont de 1 000 à 1 500 bars (14 500 à 21 750 psi).
4. Maintien de la pression et du temps :
Une pression et un temps de maintien appropriés sont cruciaux pour éviter les traces d'enfoncement et garantir une bonne intégrité des pièces. La pression de maintien doit être d'environ 50 % à 70 % de la pression d'injection, et le temps de maintien doit être optimisé en fonction de l’épaisseur de la pièce.
5. Conception de vis :
Une vis avec un faible taux de compression (environ 2:1 à 3:1) et une zone d'alimentation plus longue est recommandée pour s'adapter à la nature abrasive des fibres de verre et éviter une usure excessive.
6. Séchage:
Le PA66 renforcé GF doit être séché avant le traitement pour éliminer toute teneur en humidité. Un séchage une température de 80°C à 100°C (176°F à 212°F) pendant 2 à 4 heures est généralement recommandée.


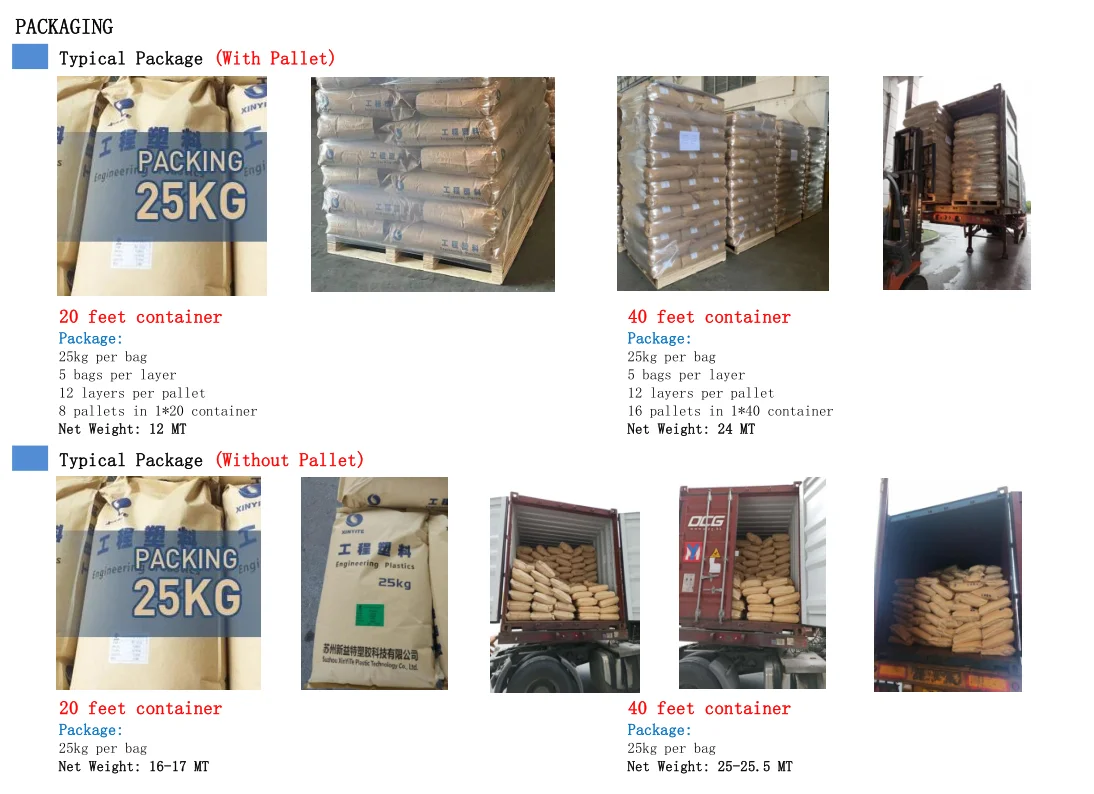
COLIS ET EXPÉDITION :
PHOTOS D'USINE :




















