 |














| Quantité: | |
|---|---|
PA66 GF30 V0
XINYITE
PA66 GF30 V0 résine plastique, avec son ignifugé V0 en phosphore rouge renforcé à 30% de fibres de verre
Avantages de la sécurité incendie: L'ajout de fibres de verre améliore les propriétés mécaniques de la résine plastique PA66 GF30 V0, la rendant très durable et résistante aux chocs. De plus, l'incorporation de phosphore rouge comme ignifugeant garantit que le matériau s'éteint automatiquement lorsqu'il est exposé aux flammes, minimisant ainsi le risque de propagation d'un incendie. Cette combinaison de solidité et de résistance au feu fait du PA66 GF30 V0 un choix idéal pour diverses applications.
Applications: La résine plastique PA66 GF30 V0 est largement utilisée dans les industries où la sécurité incendie est primordiale. Certaines applications notables incluent les composants électriques et électroniques, les pièces automobiles et les matériaux de construction. Dans le secteur électrique et électronique, ce matériau est couramment utilisé pour les connecteurs, les interrupteurs et les disjoncteurs, garantissant des performances fiables même dans des environnements à haute température.
Avantages dans l’industrie automobile:L'industrie automobile bénéficie également de la résine plastique PA66 GF30 V0. Ses propriétés ignifuges le rendent adapté aux composants tels que les capots de moteur, les faisceaux de câbles et les boîtiers de batterie. De plus, la haute résistance du matériau et sa résistance à la chaleur et aux produits chimiques contribuent à la sécurité et à la durabilité globales des véhicules.


Suggestions de moulage par injection :
Lors du moulage du ignifuge au phosphore rouge PA66 GF30, certaines considérations doivent être prises en compte pour garantir une qualité et des performances optimales des pièces.
Séchage: Avant le traitement, la résine doit être soigneusement séchée pour éviter les défauts liés à l'humidité tels que des bulles ou une mauvaise finition de surface. Généralement, les conditions de séchage sont 80-90°C pendant 4-6 heures.
Température de moulage : Les températures de fût recommandées pour le moulage par injection se situent entre 270-290°C, avec le température du moule réglée à 80-120°C. Des températures plus élevées dans cette plage peuvent être nécessaires pour obtenir un bon écoulement et un remplissage correct des moules complexes.
Pression d'injection : Pression d'injection modérée à élevée est généralement nécessaire en raison de la viscosité du matériau, influencé par la teneur en fibre de verre. Cela garantit un emballage approprié et minimise les vides dans la pièce finale.
Vitesse de vis : A vitesse de vis faible à modérée Il est conseillé de minimiser le cisaillement et d'éviter la dégradation du retardateur de flamme au phosphore rouge, ce qui peut entraîner une réduction de la résistance aux flammes et des propriétés mécaniques.
Temps de refroidissement : Un temps de refroidissement adéquat est essentiel en raison de la conductivité thermique du matériau et du risque de déformation ou de retrait. Le système de refroidissement dans le moule doit être bien conçu pour assurer un refroidissement uniforme.
Post-traitement : Après le moulage, les pièces peuvent nécessiter un post-traitement tel qu'un recuit pour soulager les contraintes internes, ce qui peut améliorer la stabilité dimensionnelle et réduire le risque de déformation ou de fissuration pendant l'utilisation.


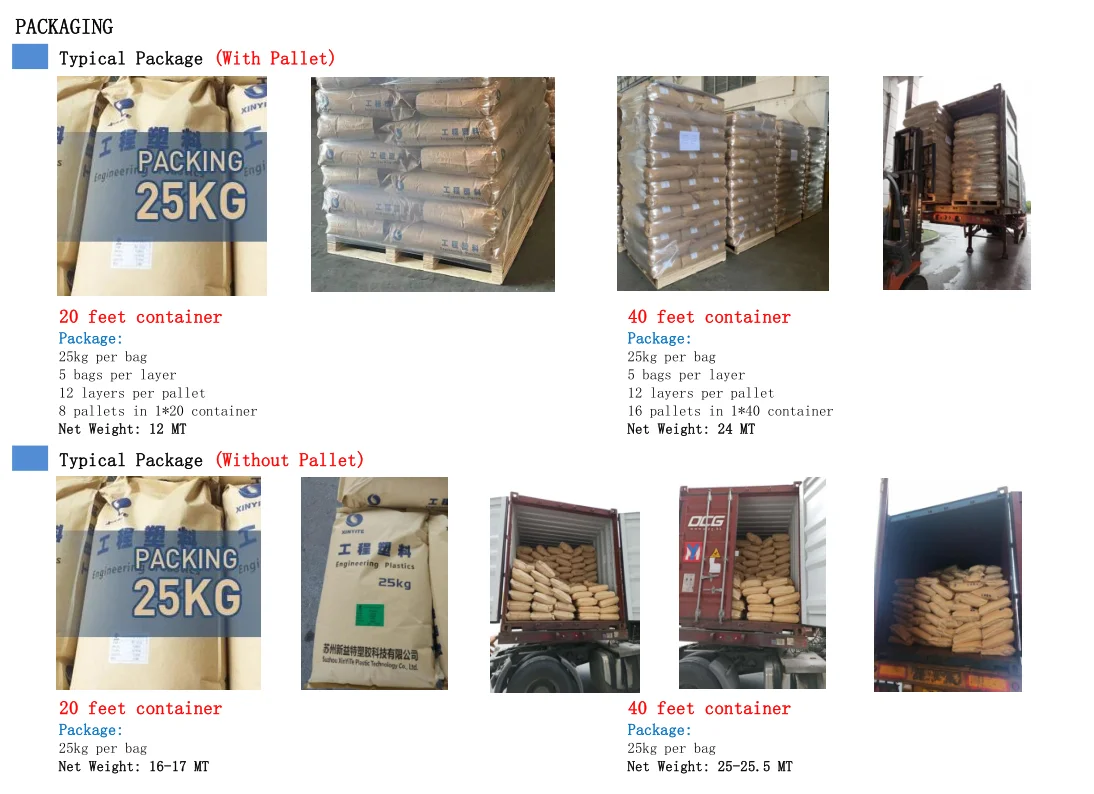
COLIS ET EXPÉDITION :
PHOTOS D'USINE :


























